

Desert Cut® taps
for dry machining
The Desert Cut® series was developed to significantly improve the processing of aluminum profiles. The elimination of any cooling lubricants in particular offers numerous advantages. A detailed description of all the advantages that result from the use of the Desert Cut® tools can be found under the following link:


PM-HSS through-hole taps
for dry machining
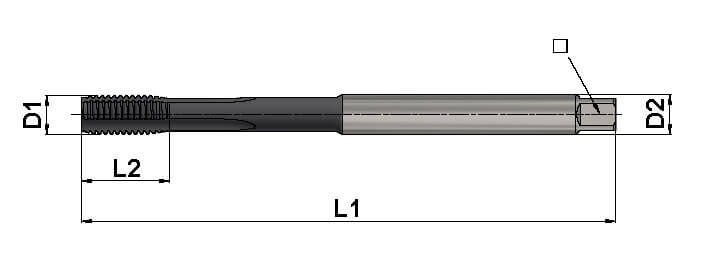
| Article No. | D1 (mm) | Core-ø (mm) | L1/L2 (mm) | D2/□ (mm) | P(mm) |
|---|---|---|---|---|---|
| 309 030 | M3 | 2.5 | 56/11 | 3.5/2.7 | 0.5 |
| 309 040 | M4 | 3.3 | 63/13 | 4.5/3.4 | 0.7 |
| 309 050 | M5 | 4.2 | 70/15 | 6/4.9 | 0.8 |
| 309 060 | M6 | 5.0 | 80/17 | 6/4.9 | 1 |
| 309 080 | M8 | 6.8 | 90/20 | 8/6.2 | 1.25 |
| 309 100 | M10 | 8.5 | 100/22 | 10/8 | 1.5 |
| 309 120 | M12 | 10.2 | 110/24 | 9/7 | 1.75 |
Please contact us for more information, personal advice,
customized tools or an individual offer.


PM-HSS blind-hole taps
for dry machining
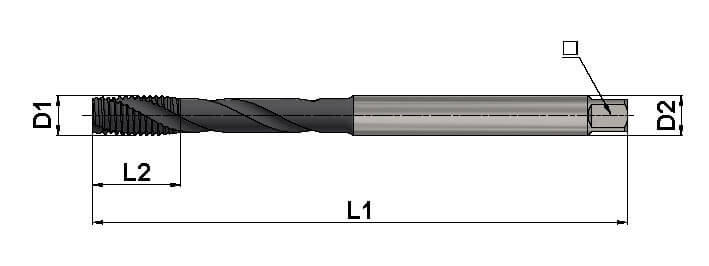
| Article No. | D1 (mm) | Core-ø (mm) | L1/L2 (mm) | D2/□ (mm) | P(mm) |
|---|---|---|---|---|---|
| 319 030 | M3 | 2.5 | 56/6 | 3.5/2.7 | 0.5 |
| 319 040 | M4 | 3.3 | 63/7 | 4.5/3.4 | 0.7 |
| 319 050 | M5 | 4.2 | 70/8 | 6/4.9 | 0.8 |
| 319 060 | M6 | 5.0 | 80/10 | 6/4.9 | 1 |
| 319 080 | M8 | 6.8 | 90/15 | 8/6.2 | 1.25 |
| 319 100 | M10 | 8.5 | 100/13 | 10/8 | 1.5 |
| 319 120 | M12 | 10.2 | 110/18 | 9/7 | 1.75 |
Please contact us for more information, personal advice,
customized tools or an individual offer.





{kind=link}
{kind=link}