Desert Cut® End Mills


Solid Carbide End Mills – 1.5xD
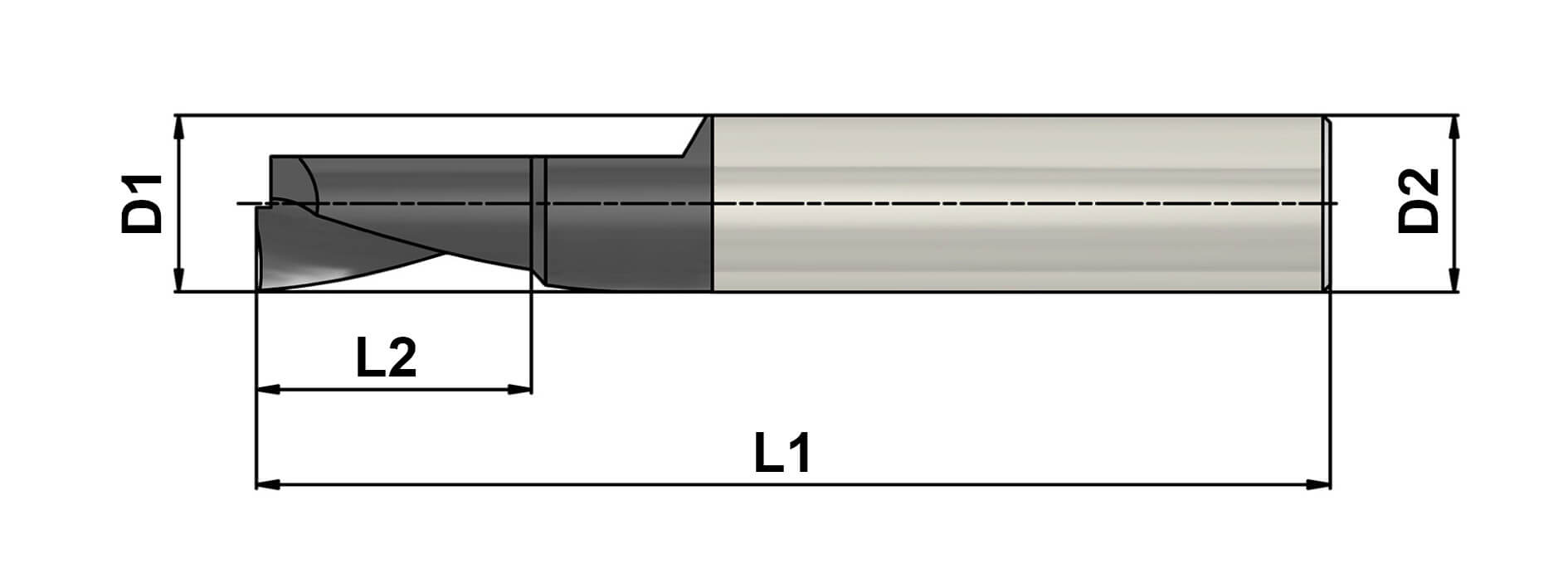
| Article no. | D1 (mm) | D2 (mm) | L1 (mm) | L2 (mm) | flutes |
|---|---|---|---|---|---|
| DC-109020 | 2 | 6 | 50 | 4 | 1 |
| DC-109030 | 3 | 6 | 50 | 6 | 1 |
| DC-109040 | 4 | 6 | 50 | 4 | 1 |
| DC-109050 | 5 | 6 | 50 | 7,5 | 1 |
| DC-109060 | 6 | 6 | 50 | 9 | 1 |
| DC-109070 | 7 | 8 | 50 | 10,5 | 1 |
| DC-109080 | 8 | 8 | 50 | 12 | 1 |
| DC-109090 | 9 | 10 | 60 | 13,5 | 1 |
| DC-109100 | 10 | 10 | 60 | 15 | 1 |
| DC-109110 | 11 | 12 | 73 | 16,5 | 1 |
| DC-109120 | 12 | 12 | 73 | 18 | 1 |
| DC-109130 | 13 | 14 | 75 | 19,5 | 1 |
| DC-109140 | 14 | 14 | 75 | 21 | 1 |
| DC-109150 | 15 | 16 | 82 | 22,5 | 1 |
| DC-109160 | 16 | 16 | 82 | 24 | 1 |
| DC-109170 | 17 | 18 | 84 | 25,5 | 1 |
| DC-109180 | 18 | 18 | 84 | 27 | 1 |
| DC-106211 | 20 | 20 | 140 | 30 | 1 |
Please contact us for more information, personal advice, customized tools or an individual offer.


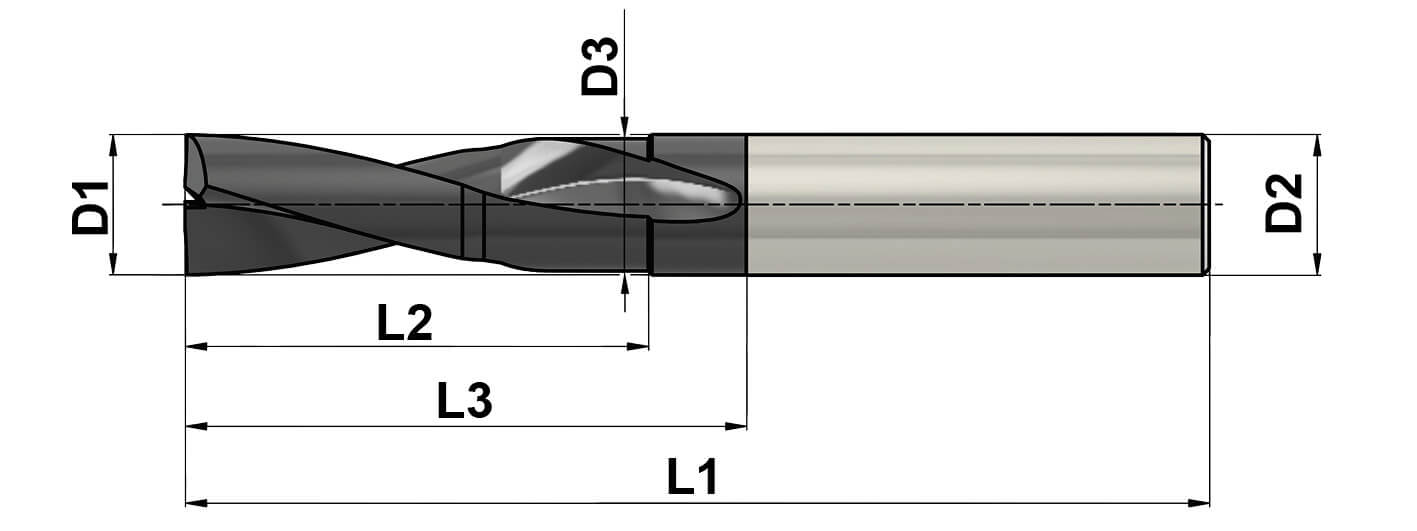
Solid Carbide End Mills – Reduced Neck – 1.5xD
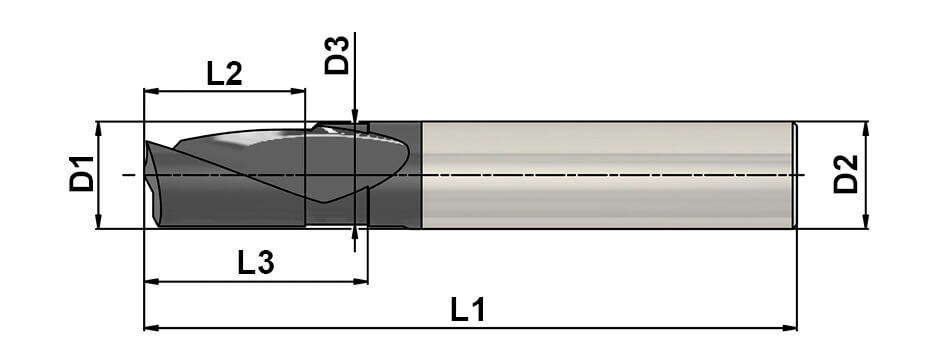
| Article no. | D1/D3 (mm) | D2 (mm) | L1 (mm) | L2/L3 (mm) | flutes |
|---|---|---|---|---|---|
| DC-109020UC | 2/2 | 6 | 50 | 4/10 | 1 |
| DC-109030UC | 3/3 | 6 | 50 | 4/10 | 1 |
| DC-109040UC | 4/4 | 6 | 50 | 6/12 | 1 |
| DC-109050UC | 5/5 | 6 | 50 | 7,5/15 | 1 |
| DC-109060UC | 6/6 | 6 | 50 | 9/17 | 1 |
| DC-109070UC | 7/7 | 8 | 50 | 10,5/18 | 1 |
| DC-109080UC | 8/8 | 8 | 50 | 12/18 | 1 |
| DC-109090UC | 9/9 | 10 | 60 | 13,5/20 | 1 |
| DC-109100UC | 10/10 | 10 | 60 | 15/20 | 1 |
| DC-109110UC | 11/11 | 12 | 73 | 16,5/25 | 1 |
| DC-109120UC | 12/12 | 12 | 73 | 18/25 | 1 |
| DC-109130UC | 13/13 | 14 | 75 | 19,5/28 | 1 |
| DC-109140UC | 14/14 | 14 | 75 | 21/30 | 1 |
| DC-109150UC | 15/15 | 16 | 82 | 22,5/35 | 1 |
| DC-109160UC | 16/16 | 16 | 82 | 24/35 | 1 |
| DC-109170UC | 17/17 | 18 | 84 | 25,5/37 | 1 |
| DC-109180UC | 18/18 | 18 | 84 | 27/37 | 1 |
Please contact us for more information, personal advice, customized tools or an individual offer.

Solid Carbide End Mills – Special Lengths
| Article no. | D1/D3 (mm) | D2 (mm) | L1 (mm) | L2/L3 (mm) | flutes |
|---|---|---|---|---|---|
| DC-106412 | 2/2 | 4 | 40 | 7/10.4 | 1 |
| DC-106400 | 3/3 | 4 | 50 | 9/13.9 | 1 |
| DC-106413 | 3/- | 3 | 38 | 7/- | 1 |
| DC-106401 | 4/3.8 | 6 | 57 | 11/18 | 1 |
| DC-106414 | 4/- | 4 | 50 | 8/- | 1 |
| DC-106415 | 5/4.8 | 6 | 57 | 15/19.4 | 1 |
| DC-106402 | 6/5.7 | 6 | 65 | 18/28 | 1 |
| DC-106416 | 6/- | 6 | 100 | 25/- | 1 |
| DC-106403 | 8/7.7 | 8 | 63 | 19/26 | 1 |
| DC-106404-1 | 8/- | 8 | 75 | 32/- | 1 |
| DC-106417 | 10/9.5 | 10 | 80 | 30/38 | 1 |
| DC-106418 | 10/- | 10 | 10 | 40/- | 1 |
| DC-106419-1 | 12/11.5 | 12 | 83 | 26/36 | 1 |
| DC-106420-1 | 12/- | 12 | 100 | 48/- | 1 |
| DC-106421-1 | 16/15.5 | 16 | 108 | 48/58 | 1 |
| DC-106498-1 | 16/- | 16 | 150 | 80/- | 1 |
Please contact us for more information, personal advice, customized tools or an individual offer.


Solid Carbide End Mills – Inch Diameters
| Article no. | D1/D2 (in) | D3 (mm) | L1 (mm) | L2/L3 (mm) | flutes |
|---|---|---|---|---|---|
| DC-107340 | 1/4″ | 6 | 50 | 10/18 | 1 |
| DC-107291 | 1/4″ | without reduced neck | 50 | 10/- | 1 |
| DC-107341 | 3/8″ | 9.3 | 60 | 15/20 | 1 |
| DC-107292 | 3/8″ | without reduced neck | 60 | 15/- | 1 |
| DC-107342 | 1/2″ | 12.3 | 80 | 19/26 | 1 |
| DC-107293 | 1/2″ | without reduced neck | 73 | 19/- | 1 |
| DC-107339 | 5/8″ | 15.5 | 90 | 24/34 | 1 |
| DC-107343 | 3/4″ | 19 | 110 | 30/45 | 1 |
| DC-107344 | 1″ | 25.3 | 120 | 40/50 | 1 |
Please contact us for more information, personal advice, customized tools or an individual offer.

Solid Carbide Roughing End Mills
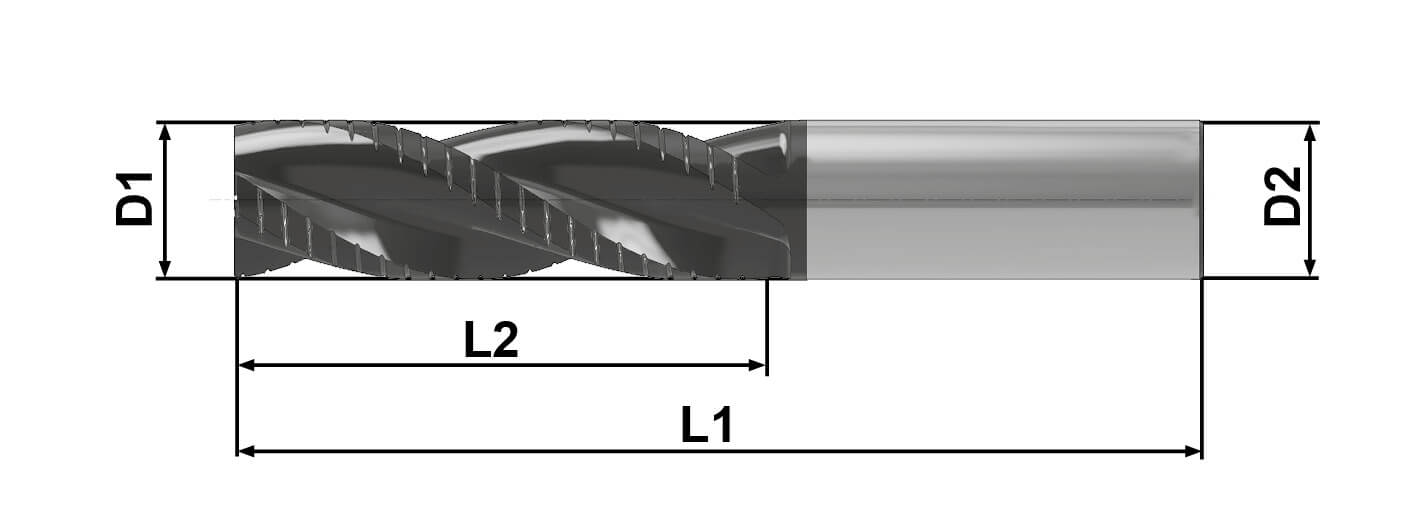
| Article no. | D1/D2 (mm) | CC (mm) | L1 (mm) | L2 (mm) | flutes |
|---|---|---|---|---|---|
| DC-110099 | 12 | 0,2x45° | 84 | 40 | 3 |
| DC-110267 | 16 | 0,35x45° | 104 | 45 | 3 |
| DC-108263 | 20 | 0,4x45° | 122 | 60 | 3 |
Please contact us for more information, personal advice, customized tools or an individual offer.

Solid Carbide 90° Chamfer Mills
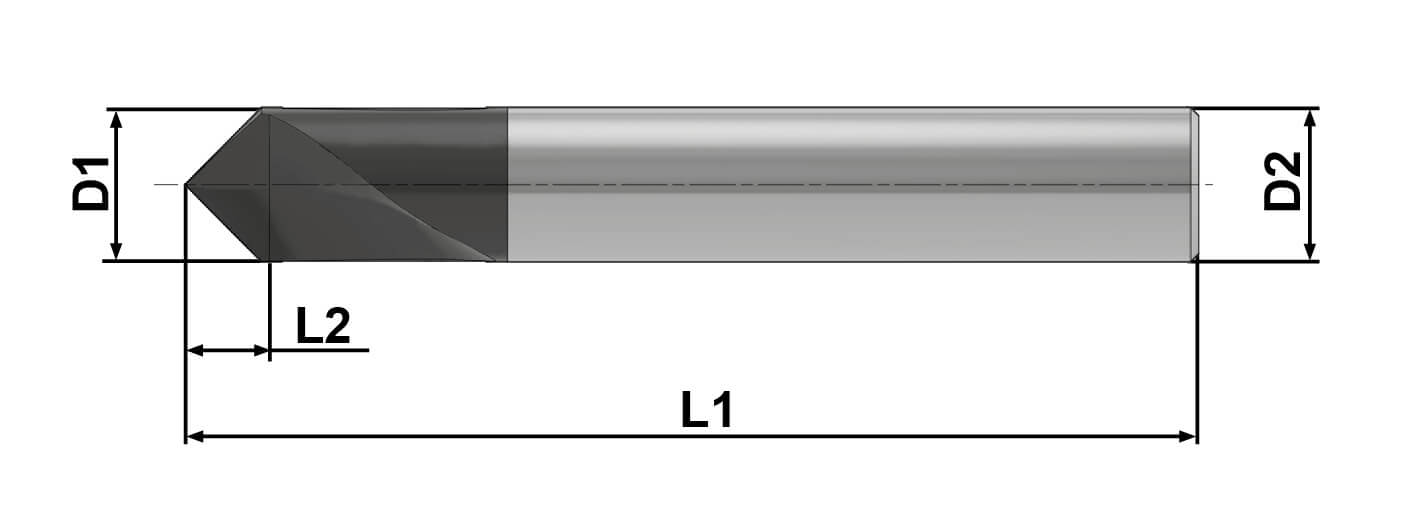
| Article no. | D1/D2 (mm) | CCA (°) | L1 (mm) | L2 (mm) | flutes |
|---|---|---|---|---|---|
| DC-110156 | 4 | 45° | 50 | 1.9 | 1 |
| DC-110157 | 6 | 45° | 50 | 2.85 | 1 |
| DC-110158 | 8 | 45° | 60 | 3.8 | 1 |
| DC-110159 | 10 | 45° | 66 | 4.75 | 1 |
Please contact us for more information, personal advice, customized tools or an individual offer.

Solid Carbide End Mills for Robotic Milling
To enhance performance in robotic milling under unstable conditions, we have expanded our Desert Cut® program with two-flute end mills specifically designed for robotic applications.
The optimized cutting-edge geometry increases process stability, improves efficiency, and extends tool life in high-dynamic milling environments.
| Article no. | D1/D2 (mm) | D3 (mm) | L1 (mm) | L2/L3 (mm) | flutes |
|---|---|---|---|---|---|
| DC-129030 | 3 | 2.9 | 50 | 11/14 | 2 |
| DC-129040 | 4 | 3.7 | 54 | 13/16 | 2 |
| DC-129050 | 5 | 4.7 | 54 | 15/18 | 2 |
| DC-129060 | 6 | 5.7 | 64 | 16/21 | 2 |
| DC-129080 | 8 | 7.5 | 70 | 22/27 | 2 |
| DC-129100 | 10 | 9.5 | 72 | 25/32 | 2 |
Please contact us for more information, personal advice, customized tools or an individual offer.

Window Manufacturing End Mills
With the expansion of our Desert Cut® program for the window and façade industry, we are setting new standards by enabling dry machining. Efficient. Clean. Future-oriented.
The short cutting length ensures maximum stability and exceptionally smooth running – even when machining delicate, thin-walled profiles. Less vibration, greater precision, consistently clean results.
At the same time, the increased clearance allows precise machining of the profile underside – without long cutting edges and without compromising tool rigidity.
The result: precise contours, high-quality surface finishes, and a reliable process. Engineered for efficiency.
| Article no. | D1/D2 (mm) | D3 (mm) | L1 (mm) | L2/L3 (mm) | flutes |
|---|---|---|---|---|---|
| DC-600226 | 4/3,85 | 8 | 70 | 10/24 | 1 |
| DC-600227 | 5/4,85 | 8 | 70 | 10/24 | 1 |
| DC-600228 | 5/4,85 | 8 | 80 | 10/40 | 1 |
| DC-600229 | 8/7,85 | 10 | 88 | 10/45 | 1 |
| DC-600230 | 10/9,85 | 10 | 90 | 10/45 | 1 |
| DC-600231 | 10/9,85 | 12 | 107 | 10/60 | 1 |
| DC-600232 | 10/9,85 | 12 | 130 | 10/85 | 1 |
Please contact us for more information, personal advice, customized tools or an individual offer.